Xylan 1014 Coated Fasteners
Stud Bolts, Nuts, Screws, Threaded Rod & Washers
Xylan 1014 Coated fasteners alters the ratio of PTFE lubricant to bonding polymers to achieve a harder, more abrasion resistant coating with the least sacrifice in frictional values.Xylan 1014 coated fasteners demonstrate excellent adhesion to
a variety of materials. Simple test procedures will determine if Xylan coatings will bond to a new or untried substrate material. table as per xylan all coating
Organic solvent based, resin-bonded, thermosetting, dry-film lubricant which,
when compared to Xylan 1010 contains more bonding resin relative to its content of PTFE lubricant. This produces finishes which are harder, more abrasion resistant, glossier and less porous. Frictional values remain low.
Xylan 1014 Coated Fasteners
Xylan 1014 Coated Nuts Xylan 1014 Coated Studs Xylan 1014 Coated Washers Xylan 1014 Coated Screws Xylan 1014 Coated B7 Studs Xylan 1014 Coated U Bolts Xylan 1014 Coated Stud Bolts Xylan 1014 Coated Nuts and BoltsXylan 1014 Coated Fasteners Specifications
| Solids, theoretical | 30.56 ± 1.5 % by weight | 19.45 ± % by volume 1.0 |
|---|---|---|
| Relative density | 1.14 ± 0.02 g/l | 9.54 ± lbs/US Gal 0.17 |
| Coverage, theoretical | 6.81 m²/kg @ 25 microns | 7.78 m²/lit @ 25 microns |
| 73.3 ft²/kg @ 1 mil | 317.03 ft²/US gal @ 1 mil | |
| Viscosity | 40 - 45 seconds in a BS 4 viscosity cup at 23°C. | |
| Operating temperature | -195°C - +260°C Continuous | -195°C - +285°C Intermittent |
| Flash point | Closed cup: 35°C | |
| VOC content | 793 g/l | 793 g/l (less water) |
| 6.62 lbs/US Gal | 6.62 lbs/US Gal (less water) | |
Xylan 1014 Substrate Preparation
Xylan 1014 coated Fastners provide excellent adhesion to a variety of substrates, yet require a minimum of surface preparation.Final product quality and performance depends on careful substrate preparation. Contaminated substrates may cause poor
adhesion or defects in the final dry film. Each Fastener like bolt, stud, nut, washer to be coated must be free of all contaminants e.g. oil, grease, detergent, rust and blast media. Most applications require only a solvent wipe or vapor degreasing
of the substrate to remove surface contaminants. Some applications may require additional surface preparation in order to enhance adhesion (such as grit blasting with aluminum oxide). Substrate preparation should be based on the design requirements
of the item.The following are the recommended substrates and substrate preparation used with this coating
Final product quality and performance depends on careful substrate preparation. Contaminated substrates may cause poor adhesion or defects
in the final dry film. Each item to be coated must be free of all contaminants e.g. oil, grease, detergent, rust and blast media. Substrate preparation should be based on the design requirements of the item. If you are unsure which process is best
suited to your needs please contact a Whitford representative for advice. The following are the recommended substrates and substrate preparation used with this coating
| Substrates | Most common metals. |
|---|---|
| Substrate preparation | Degrease. Light grit blast. An Ra (mean roughness) of 0.8 - 1.2 microns, measured using surface roughness measuring equipment is recommended. Typically use 80 - 180 mesh (75 - 200 micron) iron free, aluminum oxide grit. Since the Ra value achieved depends on the actual substrate, initial trials are recommended to establish the optimum grit size and air pressure for each substrate type. A heavyweight zinc phosphate, is recommended on mild steel. |
| Optional primer | None required, but to improve overall performance may be used with Xylar 1, Xylar 2, Xylan 4090. |
Xylan 1014 Preparation of Coating Material
Most applications require only a solvent wipe or vapor degreasing of the substrate to remove surface contaminants. Some applications may require additional surface preparation in order to enhance adhesion (such as grit blasting with aluminum oxide). Substrate
preparation should be based on the design requirements of the item.The following are the recommended substrates and substrate preparation used with this coating
Mix the coating by shaking the container or stirring the contents until any
settling has been eliminated. It is imperative that the coating material be adequately dispersed.
The viscosity of Xylan 1014 coating is generally suitable for application as supplied. However, some viscosity adjustment may be necessary depending
upon the type of equipment employed.
| Mixing prior to use | It is imperative that the material is adequately mixed before use. The material should be high speed / shear mixed before use to eliminate any settling. Avoid creating foam while mixing. Check that there is no sediment on the bottom of the container. |
|---|---|
| Recommended application viscosity | The viscosity of this material will rise slowly over time but it can normally be applied in a viscosity range of 40 - 70 seconds in a BS 4 viscosity cup at 23°C. |
Xylan 1014 Preparation of Coating Material
| Viscosity adjustment | This material is generally suitable for application as supplied. If absolutely necessary adjust viscosity with Whitford Solvent 91. Add thinner in 2% increments, while mixing, until the desired application characteristics are obtained. Take care not to add too much thinner as low viscosity may produce rapid settling, runs and sags or low film thicknesses. |
|---|---|
| Other information | This material is sieved before dispatch from our factory but as an added precaution we recommend that you filter it through a 150 mesh (100 micron) sieve prior to use. |
Xylan 1014 Recommended Application Technique
Xylan 1014 coatings are applied by conventional air spray techniques. Any spray gun apparatus associated with the application of fluoropolymer coatings will provide a uniform film without difficulty. Other methods of application, which have been successfully utilized, include airless, HVLP and electrostatic units (air and disk).
| Application information/ technique | This product is designed primarily for spray application. Consult with a Whitford representative if other types of application are being considered. Use a spray gun with a siphon cup or pressure pot. Select a fluid nozzle and air cap that meet application needs. Whitford UK uses a DeVilbiss GTi HD spray gun with a Pro 200-14 fluid nozzle and a GTi Pro T1 air cap. The air supply line should be equipped with traps to remove water and oil. Drain and service these traps frequently. The proper amount of coating should be achieved with two or three passes of the spray gun across the work piece. Apply the coating to a uniform, full wet appearance. |
|---|---|
| Recommended Dry Film | 20 ± 5 microns. 0.8 ± 0.2 mil. |
| Thickness/coat Substrate temperature | 45°C |
| Number of coats recommended | Typically 1 but it is possible to apply multiple coats. Flash off between coats if applying multiple coats. |
| Clean-up solvent | Whitford Solvent 91. |
Xylan 1014 Flash off & Cure Schedule
Xylan 1014 Coated Fasteners may be cured immediately or be accumulated for a batch oven.
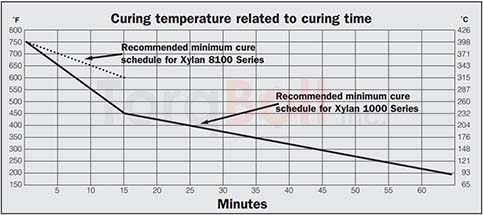
Whitford recommends a cure of 10 minutes at 450°F (230°C) for Xylan 1014 coated bolts nuts and washers. Other time/temperature relationships
may be used (see graph). Optimum dry film characteristics are obtained when the coating is cured per our recommendations. Temperature means part metal temperature (PMT), not oven temperature. add graph photo from xylan all coating
Please note
that oven temperatures can be very different to substrate temperatures and the following cure conditions apply to PEAK SUBSTRATE TEMPERATURE.
| Flash-off conditions | Dry at 50 - 100°C (120 -212°F) if not applied to a warm substrate. |
|---|---|
| Optimum cure schedule | 20 mins. @ 240°C (465°F) 10 mins. @ 275°C (525°F) |
| Minimum cure schedule | 20 mins. @ 220°C (430°F) |
| Maximum cure schedule | 5 - 10 mins. @ 345°C (650°F) Please note that higher cure temperatures may result in a darker colour. |
Xylan 1014 Typical Cured Film Properties
| Evaluate the coating according to the following specifications | |
|---|---|
| Dry film thickness (Whitford TM114A) | 15 microns. 0.6 mil. |
| Cure Test (Whitford TM115B) | No white precipitate or stain. |
| Gloss - 60° meter (Whitford TM121A) | Semi-gloss / satin finish. |
| Pencil Hardness (Whitford TM131A) | 2H - 4H |
| Adhesion - Knife (Whitford TM132A) | No adhesion loss. |
| Adhesion - Crosshatch Tape (Whitford TM132C) | No adhesion loss. |
Xylan 1014 Shelf Life, Storage & Handling
| Shelf life | 12 months |
|---|---|
| Storage | Store between the following temperatures 5 - 35°C. Turn container(s) upside down or high speed / shear mix the material(s) every month to maintain quality and minimize settling. Containers that have been opened must be carefully resealed and kept upright to prevent leakage. |
Avoid breathing vapours, spray or mists. Wash hands before eating, drinking or smoking. Wear appropriate personal protective equipment. Avoid direct contact with the human body. See SDS for more information.