Stub Acme 29 Degree Threads
American National Standard Stub Acme Threads:- This American National Standard ASME/ANSI B1.8-1988 (R2001) provides a Stub Acme screw thread for those unusual applications where, due to mechanical or metallurgical considerations, a coarsepitch thread of shallow depth is required. The fit of Stub Acme threads corresponds to the Class 2G General Purpose Acme thread in American National Standard ANSI B1.5-1988. For a fit having less backlash, the tolerances and allowances for Classes 3G or 4G General Purpose Acme threads may be used.
| Nominal Sizes | Threads per Inch,a n | Major Diameter, D | Pitch Diameter, D2 = D - h | Minor Diameter, D1 = D - 2h | Pitch, P | Thread Thickness at Pitch Line, t = P/2 | Basic Thread Height, h = 0.3P | Basic Width of Flat, 0.4224P | Basic Width of Flat, 0.4224P | |
|---|---|---|---|---|---|---|---|---|---|---|
| Deg | Min | |||||||||
| 1⁄4" | 16 | 0.25 | 0.2312 | 0.2125 | 0.0625 | 0.03125 | 0.01875 | 0.0264 | 4 | 54 |
| 5⁄16" | 14 | 0.3125 | 0.2911 | 0.2696 | 0.07143 | 0.03572 | 0.02143 | 0.0302 | 4 | 28 |
| 3⁄8" | 12 | 0.375 | 0.35 | 0.325 | 0.08333 | 0.04167 | 0.025 | 0.0352 | 4 | 20 |
| 7⁄16" | 12 | 0.4375 | 0.4125 | 0.3875 | 0.08333 | 0.04167 | 0.025 | 0.0352 | 3 | 41 |
| 1⁄2" | 10 | 0.5 | 0.47 | 0.44 | 0.1 | 0.05 | 0.03 | 0.0422 | 3 | 52 |
| 5⁄8" | 8 | 0.625 | 0.5875 | 0.55 | 0.125 | 0.0625 | 0.0375 | 0.0528 | 3 | 52 |
| 3⁄4" | 6 | 0.75 | 0.7 | 0.65 | 0.16667 | 0.08333 | 0.05 | 0.0704 | 4 | 20 |
| 7⁄8" | 6 | 0.875 | 0.825 | 0.775 | 0.16667 | 0.08333 | 0.05 | 0.0704 | 3 | 41 |
| 1" | 5 | 1 | 0.94 | 0.88 | 0.2 | 0.1 | 0.06 | 0.0845 | 3 | 52 |
| 1 1⁄8" | 5 | 1.125 | 1.065 | 1.005 | 0.2 | 0.1 | 0.06 | 0.0845 | 3 | 25 |
| 1 1⁄4" | 5 | 1.25 | 1.19 | 1.13 | 0.2 | 0.1 | 0.06 | 0.0845 | 3 | 4 |
| 1 3⁄8" | 4 | 1.375 | 1.3 | 1.225 | 0.25 | 0.125 | 0.075 | 0.1056 | 3 | 30 |
| 1 1⁄2" | 4 | 1.5 | 1.425 | 1.35 | 0.25 | 0.125 | 0.075 | 0.1056 | 3 | 12 |
| 1 3⁄4" | 4 | 1.75 | 1.675 | 1.6 | 0.25 | 0.125 | 0.075 | 0.1056 | 2 | 43 |
| 2" | 4 | 2 | 1.925 | 1.85 | 0.25 | 0.125 | 0.075 | 0.1056 | 2 | 22 |
| 2 1⁄4" | 3 | 2.25 | 2.15 | 2.05 | 0.33333 | 0.16667 | 0.1 | 0.1408 | 2 | 50 |
| 2 1⁄2" | 3 | 2.5 | 2.4 | 2.3 | 0.33333 | 0.16667 | 0.1 | 0.1408 | 2 | 32 |
| 2 3⁄4" | 3 | 2.75 | 2.65 | 2.55 | 0.33333 | 0.16667 | 0.1 | 0.1408 | 2 | 18 |
| 3" | 2 | 3 | 2.85 | 2.7 | 0.5 | 0.25 | 0.15 | 0.2112 | 3 | 12 |
| 3 1⁄2" | 2 | 3.5 | 3.35 | 3.2 | 0.5 | 0.25 | 0.15 | 0.2112 | 2 | 43 |
| 4" | 2 | 4 | 3.85 | 3.7 | 0.5 | 0.25 | 0.15 | 0.2112 | 2 | 22 |
| 4 1⁄2" | 2 | 4.5 | 4.35 | 4.2 | 0.5 | 0.25 | 0.15 | 0.2112 | 2 | 6 |
| 5" | 2 | 5 | 4.85 | 4.7 | 0.5 | 0.25 | 0.15 | 0.2112 | 1 | 53 |
|
||||||||||
| D = Basic Major Diameter and Nominal Size in Inches | |
|---|---|
| D 2 = Basic Pitch Diameter = D - 0.3P | |
| D 1 = Basic Minor Diameter = D - 0.6P | |
| No. | External Threads (Screws) |
| 1 | Major Dia., Max = D. |
| 2 | Major Dia., Min. = D minus 0.05P. |
| 3 | Pitch Dia., Max. = D 2 minus allowance from the appropriate Class 2G column, Table 4. |
| 4 | Pitch Dia., Min. = Pitch Dia., Max. (Formula 3) minus Class 2G tolerance from Table 5. |
| 5 | Minor Dia., Max. = D 1 minus 0.020 for 10 threads per inch and coarser and 0.010 for finer pitches. |
| 6 | Minor Dia., Min. = Minor Dia., Max. (Formula 5) minus Class 2G pitch diameter tolerance from Table 5. |
| No. | Internal Threads (Nuts) |
| 7 | Major Dia., Min. = D plus 0.020 for 10 threads per inch and coarser and 0.010 for finer pitches. |
| 8 | Major Dia., Max.= Major Dia., Min. (Formula 7) plus Class 2G pitch diameter tolerance from Table 5. |
| 9 | Pitch Dia., Min. = D2 = D - 0.3P |
| 10 | Pitch Dia., Max. = Pitch Dia., Min. (Formula 9) plus Class 2G tolerance from Table 5. |
| 11 | Minor Dia., Min. = D 1 = D - 0.6P |
| 12 | Minor Dia., Max = Minor Dia., Min. (Formula 11) plus 0.05P. |
Thread Form : The thread form and basic formulas for Stub Acme threads are given above and the basic dimensions in the below Table .
| Threads per Incha n | Pitch, P = 1/n | Height of Thread (Basic), 0.3P | Total Height of Thread, 0.3P + 1 ⁄ 2 allowanceb | Thread Thickness (Basic), P/2 | Width of Flat | |
|---|---|---|---|---|---|---|
| Crest of InternalThread (Basic), 0.4224P | Root of Internal Thread, 0.4224P -0.259 ×allowanceb | |||||
| #16 | 0.0625 | 0.01875 | 0.0238 | 0.03125 | 0.0264 | 0.0238 |
| #14 | 0.07143 | 0.02143 | 0.0264 | 0.03571 | 0.0302 | 0.0276 |
| #12 | 0.08333 | 0.025 | 0.03 | 0.04167 | 0.0352 | 0.0326 |
| #10 | 0.1 | 0.03 | 0.04 | 0.05 | 0.0422 | 0.037 |
| #9 | 0.11111 | 0.03333 | 0.0433 | 0.05556 | 0.0469 | 0.0417 |
| #8 | 0.125 | 0.0375 | 0.0475 | 0.0625 | 0.0528 | 0.0476 |
| #7 | 0.14286 | 0.04285 | 0.0529 | 0.07143 | 0.0603 | 0.0551 |
| #6 | 0.16667 | 0.05 | 0.06 | 0.08333 | 0.0704 | 0.0652 |
| #5 | 0.2 | 0.06 | 0.07 | 0.1 | 0.0845 | 0.0793 |
| #4 | 0.25 | 0.075 | 0.085 | 0.125 | 0.1056 | 0.1004 |
| 3 1⁄2" | 0.28571 | 0.08571 | 0.0957 | 0.14286 | 0.1207 | 0.1155 |
| 3" | 0.33333 | 0.1 | 0.11 | 0.16667 | 0.1408 | 0.1356 |
| 2 1⁄2" | 0.4 | 0.12 | 0.13 | 0.2 | 0.169 | 0.1638 |
| 2 | 0.5 | 0.15 | 0.16 | 0.25 | 0.2112 | 0.206 |
| 1 1⁄2" | 0.66667 | 0.2 | 0.21 | 0.33333 | 0.2816 | 0.2764 |
| 1 1⁄3" | 0.75 | 0.225 | 0.235 | 0.375 | 0.3168 | 0.3116 |
| 1" | 1 | 0.3 | 0.31 | 0.5 | 0.4224 | 0.4172 |
|
||||||
- Allowances and Tolerances
-
The major and minor diameter allowances for Stub Acme threads are the same as those given for General Purpose Acme threads on page 1825. Pitch diameter allowances for Stub Acme threads are the same as for Class 2G General Purpose Acme threads. Pitch diameter tolerances for Stub Acme threads are the same as for Class 2G General Purpose Acme threads.
- Thread Series
-
A preferred series of diameters and pitches for General Purpose Acme threads is recommended for Stub Acme threads.
- Stub Acme Thread Designations
-
The method of designation for Standard Stub Acme threads is illustrated in the following examples: 0.500-20 Stub Acme indicates a 1 ⁄ 2-inch major diameter, 20 threads per inch, right hand, single thread, Standard Stub Acme thread. The designation 0.500-20 Stub Acme-LH indicates the same thread except that it is left hand.
- Alternative Stub Acme Threads
-
Since one Stub Acme thread form may not meet the requirements of all applications, basic data for two of the other commonly used forms are included in the appendix of the American Standard for Stub Acme Threads. These socalled Modified Form 1 and Modified Form 2 threads utilize the same tolerances and allowances as Standard Stub Acme threads and have the same major diameter and basic thread thickness at the pitchline (0.5P). The basic height of Form 1 threads, h, is 0.375P; for Form 2 it is 0.250P. The basic width of flat at the crest of the internal thread is 0.4030P for Form 1 and 0.4353P for Form 2.
The pitch diameter and minor diameter for Form 1 threads will be smaller than similar values for the Standard Stub Acme Form and for Form 2 they will be larger owing to the differences in basic thread height h. Therefore, in calculating the dimensions of Form 1 and Form 2 threads using Formulas 1 through 12 in Table 14a, it is only necessary to substitute the following values in applying the formulas: For Form 1, D2 = D - 0.375P, D1 = D - 0.75P; for Form 2, D2 = D - 0.25P, D1 = D - 0.5P. - Thread Designation
-
These threads are designated in the same manner as Standard Stub Acme threads except for the insertion of either M1 or M2 after “Acme.” Thus, 0.500-20 Stub Acme M1 for a Form 1 thread; and 0.500-20 Stub Acme M2 for a Form 2 thread.
- Former 60-Degree Stub Thread
-
Former American Standard B1.3-1941 included a 60-degree stub thread for use where design or operating conditions could be better satisfied by the use of this thread, or other modified threads, than by Acme threads. Data for 60- Degree Stub thread form are given in the accompanying diagram.
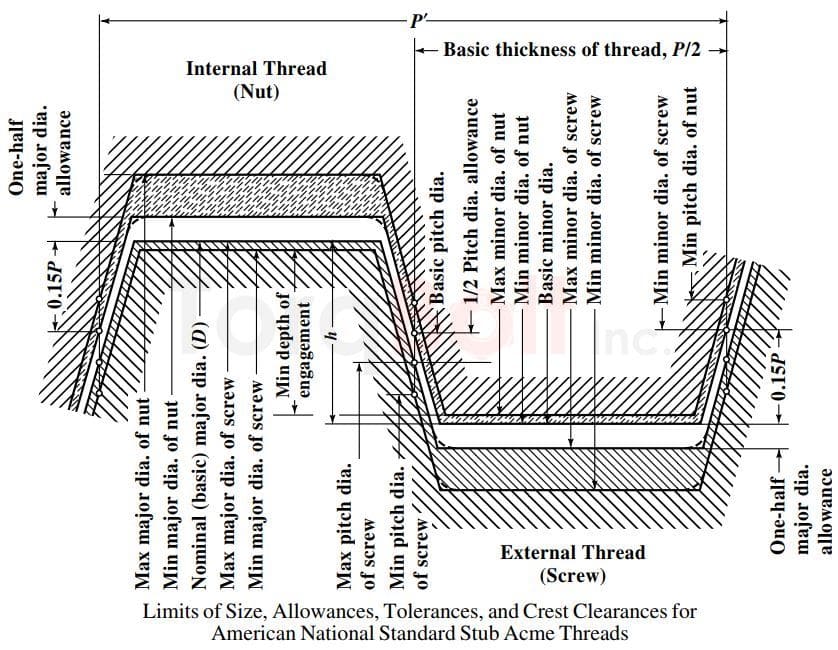
- Limiting Dimensions
-
Limiting dimensions of American Standard Stub Acme threads may be determined by using the formulas given in below Table. The diagram below shows the limits of size for Stub Acme threads.