ISO 10683 Zinc Flake Coated Fasteners
Stud Bolts, Nuts, Screws, Threaded Rod & Washers
Zinc flake coating systems can be applied in bulk or rack process using dip-spin or spray process.
Zinc flake coating is generally a mass process. When lots of small quantity have to be coated, a suitable coating line and/or process may be necessary in order to achieve the required properties and performances for the coated fasteners. For fasteners of large size or mass or when the risk of thread damage has to be reduced, rack instead of bulk process may be considered.
- Curing process (especially with higher temperature and/or longer duration) may have an effect on the properties/performances of fasteners:
- when the curing temperature is above the tempering temperature, reduction of hardness may affect the performances of case hardened or nitrocarburised fasteners (e.g. for thread forming or selfdrilling screws), or elastic and plastic deformation (e.g. for clips)
- for cold worked fasteners or fasteners with thread rolled after heat treatment, residual stresses may be reduced.
- This International Standard specifies requirements for non-electrolytically applied zinc flake coatings for steel fasteners. It applies to coatings:
- with or without hexavalent chromium
- with or without top coat
- with or without lubricant (integral lubricant and/or subsequently added lubricant).
General characteristics of the coating
- Zinc flake coating systems
-
Zinc flake coating systems are produced by applying a zinc flake dispersion to the surface of a steel
fastener, usually with the addition of aluminium flakes, in a suitable medium. Under the influence of heat
(curing), a bonding amongst flakes and also between flakes and substrate is generated, thus forming an
inorganic surface coating sufficiently electrically conducting to ensure cathodic protection. The coating
may or may not contain hexavalent chromium, Cr(VI).
Special techniques may be necessary to avoid excessive or insufficient coating thickness.
Special techniques may be necessary to prevent lightweight and/or flat fasteners from sticking together (e.g. washers, clips, fasteners with captive washer, flanged nuts).
An additional top coat can be applied to increase corrosion resistance and/or to achieve specific properties (e.g. torque/tension properties, chemical resistance, aspect, colour, electrical insulation/conductivity. - Composition of the systems
-
There are four basic zinc flake coating systems as shown in table below
Base coat and top coat can be with integral lubricant
| 4 | |||
|---|---|---|---|
| 2 | 3 | Lubricant | |
| 1 | Lubricant | Top Coat | Top Coat |
| Base Coat | Base Coat | Base Coat | Base Coat |
| Basis Metal | Basis Metal | Basis Metal | Basis Metal |
|
|||
- Mechanical and physical properties and curing
-
The coating process shall not adversely influence the mechanical and physical properties of the fasteners.
NOTE - Distributors who coat non-coated fasteners are considered as alteration coating distributors in accordance with ISO 16426.
Depending on the zinc flake coating system, the curing temperatures can be up to 320 °C. The curing temperature shall not be above the tempering temperature of quenched and tempered fasteners. - Avoidance of internal hydrogen embrittlement
-
A characteristic of zinc flake coating systems is that hydrogen is not generated during the deposition
process.
Pre-treatment processes using alkaline/solvent cleaner followed by mechanical cleaning do not generate hydrogen, thus eliminating all risk of internal hydrogen embrittlement (IHE).
When mechanical cleaning is not suitable for functional reasons (e.g. for fasteners with captive washers, fasteners with internal threads, fasteners to be rack coated), chemical cleaning (pickling) may be applied, provided that acid with suitable inhibitor and minimum cleaning cycle time are used to minimize the risk of internal hydrogen embrittlement. Fasteners with hardness greater than 385 HV or property class 12.9 and above shall not be subjected to acid cleaning. The duration between cleaning and coating shall be as short as possible.
A phosphating process is permitted as an alternative to mechanical cleaning (hydrogen may be generated during this pre-treatment process, however the curing process allows outward diffusion). The duration between phosphating and coating shall be as short as possible.
Cathodic cleaning processes are not permitted.
NOTE Zinc flake coatings have a high permeability for hydrogen which, during the curing process, allows outward diffusion of hydrogen which may have been absorbed during the pre-treatment process as specified in this subclause. - Coating systems and coating processes
- The type and geometry of the fasteners shall be considered when selecting a coating system and the related coating process
Corrosion protection and testing
- General
- Corrosion resistance in accelerated corrosion tests cannot be directly related to corrosion protection behaviour in particular service environments. However, accelerated tests are used to evaluate the corrosion resistance of the coating.
- Neutral salt spray test
-
The neutral salt spray test (NSS) in accordance with ISO 9227:2012, 5.2, is used to evaluate the corrosion resistance of the coating systems. For coated fasteners, the salt spray cabinet shall be controlled in accordance with Annex C.
The neutral salt spray test shall be carried out on fasteners alone, not sooner than 24 h after coating in the “as-coated” condition, i.e. before sorting, packaging and/or assembling.
After the neutral salt spray test using test duration of Table 1 there shall be no visible basis metal corrosion (red rust).
| Neutral salt spray test duration (without red rust) | Reference thickness of the coating systema |
|---|---|
| 240 h | 4 µm |
| 480 h | 5 µm |
| 600 h | 6 µm |
| 720 h | 8 µm |
| 960 h | 10 µm |
|
|
- Sulfur dioxide test (Kesternich test)
-
This test is only intended for outdoor building fasteners.
The sulfur dioxide test with general condensation of moisture in accordance with ISO 6988 is used to evaluate the corrosion resistance of the coating systems; for outdoor building fasteners, the test shall be carried out with two litres of SO2.
The sulfur dioxide test shall be carried out on fasteners alone, no sooner than 24 h after coating in the “as-coated” condition, i.e. before sorting, packaging and/or assembling.
The minimum number of cycles shall be agreed between the supplier and the purchaser at the time of the order, i.e. 2 cycles, 3, 5, 8, 10, 12, 15 cycles, etc. - Bulk handling, automatic processes such as feeding and/or sorting, storage and transport
-
Bulk handling, automatic processes such as feeding and/or sorting, storage and transport can cause a
significant reduction of corrosion protection depending on the coating system and type and geometry
of the fasteners. This may especially occur for Cr(VI)-free coating systems where less self-healing effect
takes place and/or where top coats are sensitive to impact damage and/or abrasion.
When necessary, an agreement should be reached between the supplier and the purchaser, e.g. by reducing the minimum duration to neutral salt spray test and/or by increasing the thickness of the coating system.
Mechanical and physical properties and testing
- Appearance
-
The colour of zinc flake coating is originally silver-grey. Other colours can be obtained by using a top
coat. Variation in colour shall not be cause of rejection unless otherwise agreed, see Clause 10 h).
The coated fastener shall be free from blisters and uncoated areas which may adversely affect the corrosion protection. Local excess of coating shall not impair functional properties - Corrosion resistance related to temperature
-
Elevated temperature can affect the corrosion protection of the coated fasteners. This test is specified
for in-process control, it is not intended to check the behaviour of the coated fasteners together with the
assembled parts.
After heating the coated fasteners for 3 h at 150 °C (fastener temperature) the corrosion resistance requirements as specified in Clause 5 shall still be met.
Other specifications may be agreed at the time of the order. - Test methods for thickness or coating weight determination
-
Coating thickness or coating weight shall be determined using one of the following test methods:
- magnetic inductive techniques (determination of the total local thickness, on measuring areas);
- X-ray techniques (this method is only capable to determine the local thickness of the base coat, on measuring areas);
- chemical or mechanical removal of the coating system (determination of the average total coating weight of the fastener);
- microscopic method in accordance with ISO 1463 (determination of the total local thickness, on any area(s) of the fastener).
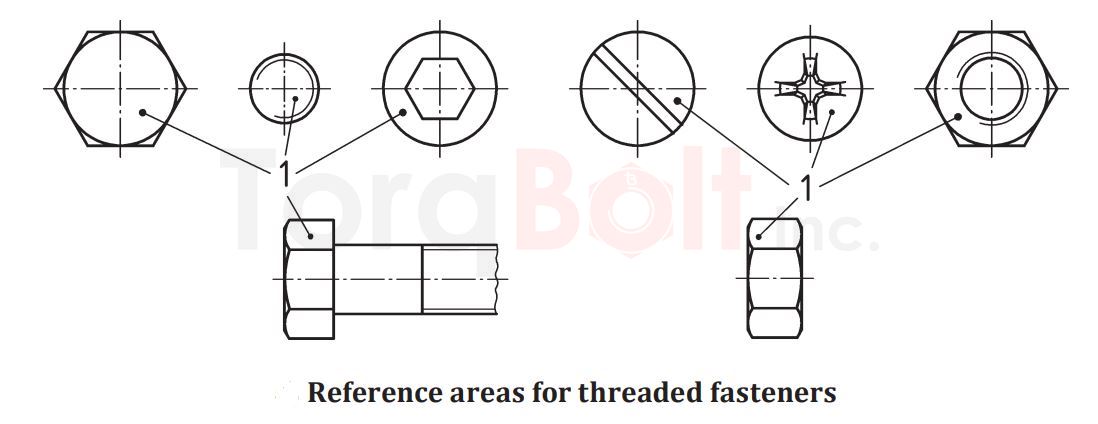
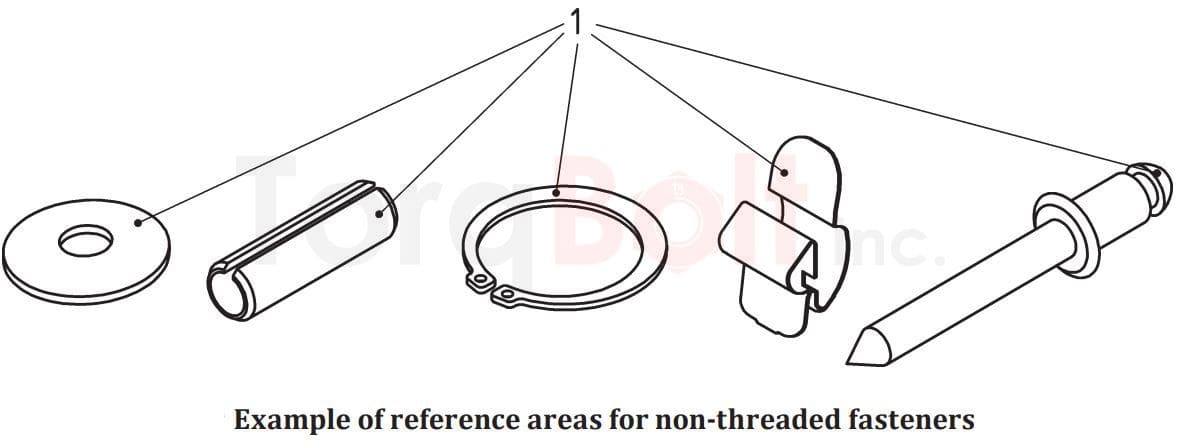
In case of dispute, the microscopic method in accordance with ISO 1463 shall be used. The thickness shall be measured on the reference areas specified in Figure 2, unless otherwise agreed. - Key
-
- Reference area for local coating thickness determination
- Ductility
-
Zinc flake coating systems are generally not very ductile, i.e. corrosion performance may be affected
when deformation occurs after coating. Ductility shall be compatible with the elastic deformation
occurring during assembly of the fastener, e.g. tightening of threaded fasteners, flattening for conical
washers, bending for clips during installation.
The ability of the zinc flake coating system to deform should not cause impairment of the performance of the fastener, e.g. corrosion resistance, torque/tension relationship when specified. Therefore, suitable tests for particular applications shall be by agreement between the purchaser and the supplier.
NOTE Lack of ductility can generate cracks/chips of the coating thus impairing corrosion resistance - Adhesion/cohesion
-
This test may be carried out at each step of the application process.
When an adhesive tape with 25 mm width with an adhesive strength of (7 ± 1) N is firmly pressed by hand on to the surface and is subsequently pulled off rapidly and perpendicularly to the surface, the coating shall not be peeled off the basis metal. Small amounts of the coating material left sticking to the tape are acceptable.
NOTE - Coating material visible on both surfaces of the fastener and adhesive tape usually results from lack of cohesion. Visible basis metal and coating material on the adhesive tape usually result from lack of adhesion. - Sacrificial cathodic protection
-
The sacrificial cathodic protection ability of the coating may be tested as follows:
The fastener shall be scratched down to the basis metal, using a tool with a nominal width of 0,5 mm. After a neutral salt spray test of 72 h duration in accordance with Clause 5, there shall be no red rust in the scratched area. - Torque/tension relationship
-
When specified, torque/tension relationship may be determined for bolts and nuts with zinc flake
coating systems including integral lubricant and/or subsequently added lubricant.
The test method shall be agreed between the supplier and the purchaser, in accordance with ISO 16047 or other relevant technical specifications.
The requirements for torque/tension relationship shall be agreed between the supplier and the purchaser.
Storage conditions shall not impair the torque/tension performance of the coated fasteners - Determination of hexavalent chromium
- The presence or absence of Cr(VI) may be determined. In this case, the determination shall be done in accordance with ISO 3613:2010, 5.5.
Designation
- Designation of zinc flake coating systems for the order
| Zinc flake coating system | Neutral salt spray test duration (red rust) | Torque/tension requirement, if any | |||
|---|---|---|---|---|---|
| Base coat | Hexavalent chromium Cr(VI) | Organic or inor- ganic top coat | Additional lubricant, if any | ||
| without inte- gral lubricant = flZn or with integral lubricant = flZnL |
No specification: may be delivered with or without Cr(VI) at the choice of the supplier or With Cr(VI) = yc or Without Cr(VI) = nc |
With integral lubricant in the top coat = TL or Without integral lubricant in the top coat = Tn |
L | e.g. 480 h | C a |
|
|||||
The designation of the coating shall be added to the fastener designation in accordance with the designation system specified in ISO 8991. The zinc flake coating system shall be designated in accordance with table above and in the same order. A slash (/) shall be used to separate data fields in the coating designation; a cross (×) indicates that an item has been voluntarily omitted
- Examples of coating designation for the order:
-
EXAMPLE 1 - Fastener with a non-electrolytically applied zinc flake coating (flZn), with a required minimum
corrosion resistance (neutral salt spray test) of 240 h is designated as follows:
[fastener designation] - flZn/×/×/×/240h/×
EXAMPLE 2 - Fastener with a non-electrolytically applied zinc flake coating with integral lubricant (flZnL), without Cr(VI) (nc), without top coat, with a required minimum corrosion resistance (neutral salt spray test) of 480 h, lubricated but without specific torque/tension requirement is designated as follows:
[fastener designation] - flZnL/nc/×/×/480h/×
EXAMPLE 3 - Fastener with a non-electrolytically applied zinc flake coating (flZn) with Cr(VI) (yc), with a top coat with integral lubricant (TL), with a required minimum corrosion resistance (neutral salt spray test) of 720 h, and delivered with a coefficient of friction µ within the range of [0,10 - 0,20] (C) is designated as follows:
[fastener designation] - flZn/yc/TL/×/720h/C
EXAMPLE 4 - Fastener with a non-electrolytically applied zinc flake coating (flZn) without Cr(VI) (nc), without integral lubricant, with a top coat without integral lubricant (Tn), with additional lubricant (L), with a required minimum corrosion resistance (neutral salt spray test) of 960 h, and delivered with a specified coefficient of friction µ equal to 0,17 ± 0,03 (C) is designated as follows:
[fastener designation] - flZn/nc/Tn/L/960h/C - Designation of zinc flake coating systems for labelling
-
At least the following information shall be added on the label, separated by a slash (/):
- flZn for the zinc flake coating (base coat) in accordance with this International Standard;
- yc for coating with Cr(VI), or nc for Cr(VI) free coating;
- minimum duration of corrosion resistance (neutral salt spray) in hours.
Examples for labelling:
EXAMPLE 1 - Hexagon head bolt ISO 4014 - M12×80 - 10.9 - flZn/nc/720h
EXAMPLE 2 - Hexagon nut ISO 4032 - M12 - 10 - flZn/yc/480h
EXAMPLE 3 - Plain washer ISO 7089 - 12 - 300HV - flZn/nc/240h