Incoloy 925 Fasteners

INCOLOY® Alloy 925 (UNS N09925) is an agehardenable nickel-iron-chromium alloy with additions of molybdenum, copper, titanium and aluminum. The alloy’s chemical composition, listed in Table 1, is designed to provide a combination of high strength and excellent corrosion resistance. The nickel content is sufficient for protection against chloride-ion stresscorrosion cracking. The nickel, in conjunction with the molybdenum and copper, also gives outstanding resistance to reducing chemicals. The molybdenum aids resistance to pitting and crevice corrosion. The alloy’s chromium content provides resistance to oxidizing environments. The titanium and aluminum additions cause a strengthening reaction during heat treatment.
INCOLOY Alloy 925 is used in various applications requiring a combination of high strength and corrosion resistance. Because of the alloy’s resistance to sulfide stress cracking and stress-corrosion cracking in “sour” (H2S containing) crude oil and natural gas, it is used for down-hole and surface gaswell components including tubular products, valves, hangers, landing nipples, tool joints and packers. The alloy is also useful for fasteners, marine and pump shafting and high-strength piping systems.
INCOLOY Alloy 925 Chemical Composition
| Nickel | 42.0-46.0 |
|---|---|
| Chromium | 19.5-22.5 |
| Iron | 22 min |
| Molybdenum | 2.5-3.5 |
| Copper | 1.5-3.0 |
| Ttianium | 1.9-2.4 |
| Aluminum | 0.1-0.5 |
| Manganese | 1.0 max. |
| Silicon | 0.5 max. |
| Niobium | 0.5 max. |
| Carbon | 0.03 max. |
| Sulfur | 0.03 max. |
Elevated Temperature Dynamic Young's Modulus and Shear Modulus Values for INCOLOY Alloy 925 (hot rolled round, solution-annealed and aged)
| Temperature | Young s Modulus | Shear Modulus | Poisson s Ratio | |||
|---|---|---|---|---|---|---|
| F | C | 10 3 ksi | GPa | 10 3 ksi | GPa | |
| 70 | 21 | 28.9 | 199 | 11.2 | 77 | 0.293 |
| 100 | 38 | 28.8 | 199 | 11.1 | 76 | 0.299 |
| 200 | 93 | 28.3 | 195 | 10.8 | 75 | 0.308 |
| 300 | 149 | 27.8 | 192 | 10.6 | 73 | 0.316 |
| 400 | 204 | 27.3 | 188 | 10.4 | 72 | 0.315 |
| 500 | 260 | 26.8 | 185 | 10.2 | 70 | 0.317 |
| 600 | 316 | 26.3 | 182 | 10 | 69 | 0.319 |
| 700 | 371 | 25.9 | 178 | 9.8 | 68 | 0.319 |
| 800 | 427 | 25.4 | 175 | 9.6 | 66 | 0.323 |
| 900 | 482 | 24.9 | 172 | 9.4 | 65 | 0.323 |
| 1000 | 538 | 24.4 | 168 | 9.2 | 64 | 0.324 |
| 1100 | 593 | 23.8 | 164 | 9 | 62 | 0.326 |
| 1200 | 649 | 23.2 | 160 | 8.7 | 60 | 0.33 |
| 1300 | 704 | 22.5 | 155 | 8.4 | 58 | 0.334 |
| 1400 | 760 | 21.8 | 150 | 8.2 | 56 | 0.338 |
| 1500 | 816 | 21 | 145 | 7.9 | 54 | 0.335 |
| 1600 | 871 | 20.1 | 139 | 7.6 | 52 | 0.33 |
| 1700 | 927 | 19.2 | 132 | 7.2 | 50 | 0.326 |
Thermal Properties of INCOLOY Alloy 925
| Temperature | Coefficient of Expansion a | Specific Heat |
|---|---|---|
| F | 10 -6 in/in F | Btu/lb F |
| 70 | - | 0.104 |
| 200 | 7.8 | 0.109 |
| 400 | 8.1 | 0.116 |
| 600 | 8.4 | 0.122 |
| 800 | 8.5 | 0.129 |
| 1000 | 8.7 | 0.136 |
| 1200 | 9 | 0.143 |
| 1400 | 9.5 | 0.15 |
| 1600 | - | 0.157 |
| Temperature | Coefficient of Expansion a | Specific Heat |
| C | m m/m C | J/kg C |
| 20 | - | 435 |
| 100 | 13.2 | 456 |
| 200 | 14.2 | 486 |
| 300 | 14.7 | 507 |
| 400 | 15 | 532 |
| 500 | 15.3 | 561 |
| 600 | 15.7 | 586 |
| 700 | 16.3 | 611 |
| 800 | 17.2 | 641 |
| 900 | - | 666 |
| Temperature | Thermal Conductivity | ||
|---|---|---|---|
| C | F | W/m C | BTU in/ft 2 h F |
| 23 | 73 | 12 | 83.1 |
| 100 | 212 | 12.9 | 89.2 |
| 200 | 392 | 14.3 | 99.2 |
| 300 | 572 | 15.9 | 110 |
| 400 | 752 | 17.4 | 120.9 |
| 500 | 932 | 19.3 | 133.8 |
| 600 | 1112 | 22.2 | 153.7 |
| 700 | 1292 | 24 | 166.7 |
| 800 | 1472 | 28.2 | 195.8 |
| 900 | 1652 | 27.7 | 192.3 |
| 1000 | 1832 | 24.6 | 170.7 |
| 1100 | 2012 | 26 | 180.2 |
| 1150 | 2102 | 26.9 | 186.8 |
INCOLOY Alloy 925 Mechanical Properties
Physical Properties of INCOLOY Alloy 925
| Density, | lb/in3 | 0.292 |
|---|---|---|
| g/cm3 | 8.08 | |
| Melting Range, | F | 2392-2490 |
| C | 1311-1366 | |
| Electrical Resistivity, | ohm cmil/ft | 701 |
| µΩ m | 1.17 | |
| Permeability at 200 oersteds (15.9 kA/m) | 1.001 | |
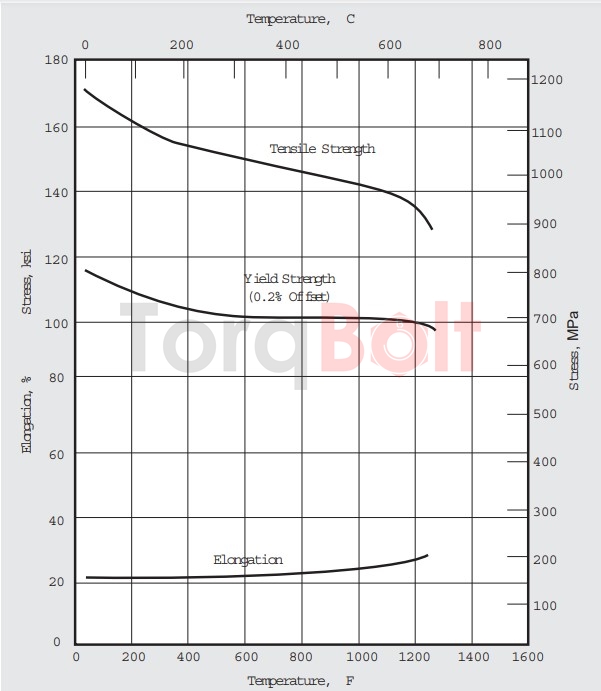
Tensile Properties of INCOLOY Alloy 925
| Form/Condition | Tensile Strength | Yield Strength (0.2% Offset) | Elongation % | Hardness* Rockwell | ||
|---|---|---|---|---|---|---|
| ksi | MPa | ksi | MPa | |||
| Round/Solution-Annealed | 99.3 | 685 | 39.3 | 271 | 56 | 76 B |
| Round/Solution-Annealed and Aged | 167.3 | 1154 | 120.6 | 832 | 27 | 32 C |
| Cold Drawn Tubing/Solution- Annealed and Aged | 172.5 | 1189 | 120.4 | 830 | 27 | 35 C |
Limits for INCOLOY Alloy 925, Solution-Annealed and Aged Material (SMC internal specification HA 46)
| Condition | Diameter | Tensile Strength minimum | Yield Strength (0.2% offset) minimum | Elongation in 2 in (50.8 mm) or 4D min. % |
Reduction of Area minimum % |
Impact Strength 1 min. average | Hardness 2 Rockwell C | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| in | mm | ksi | MPa | ksi | MPa | ft lbf | kgf m | min. | max. | |||
| Cold Worked | 5/8 to 3.0 | 15.9 to 76.2 | 140 | 965 | 105 | 724 | 18 | 25 | 35 | 4.85 | 26 | 38 |
| Hot Worked | 1 to 10 | 25.4 to 254 | 140 | 965 | 110 | 758 | 18 | 25 | 35 | 4.85 | 26 | 38 |

Rotating beam fatigue data for INCOLOY alloy 925 and MONEL alloy K-500.

Mean axial stress vs. cycles of fatigue for INCOLOY alloy 925 in the 1365 F (740 C) dual aged condition. Tension-tension test.
Metallurgy
INCOLOY alloy 925 is an austenitic nickel-iron-chromium alloy made precipitation hardenable by additions of titanium and aluminum. The precipitation-hardening (agehardening) heat treatment causes precipitation of gamma prime phase, Ni3 (Al, Ti). The phase greatly increases both the hardness and strength of the alloy. Exposure to elevated temperatures also causes formation of other phases, including eta and sigma. Figure 4 is a time-temperature-transformation diagram, and Figure 5 shows effects of the phases on impact strength of the solution-annealed plus aged alloy.
Figure 4. Time-temperature-transformation diagram for initially solution-annealed INCOLOY alloy 925 material.
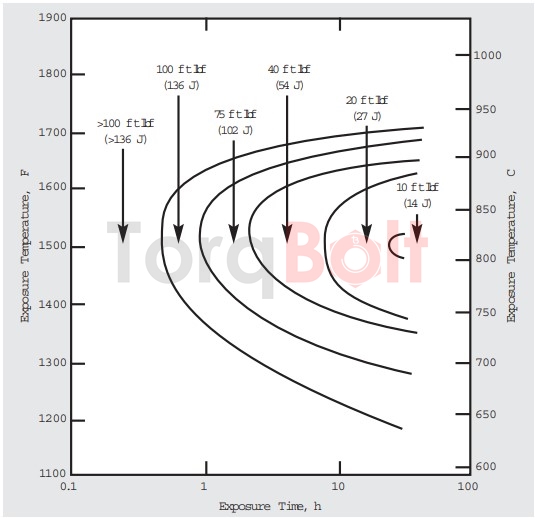
Figure 5. Effect of high-temperature exposure on impact strength of solution-annealed INCOLOY alloy 925 material. Base impact strength was 236 ftlbf (320 J).
Corrosion Resistance
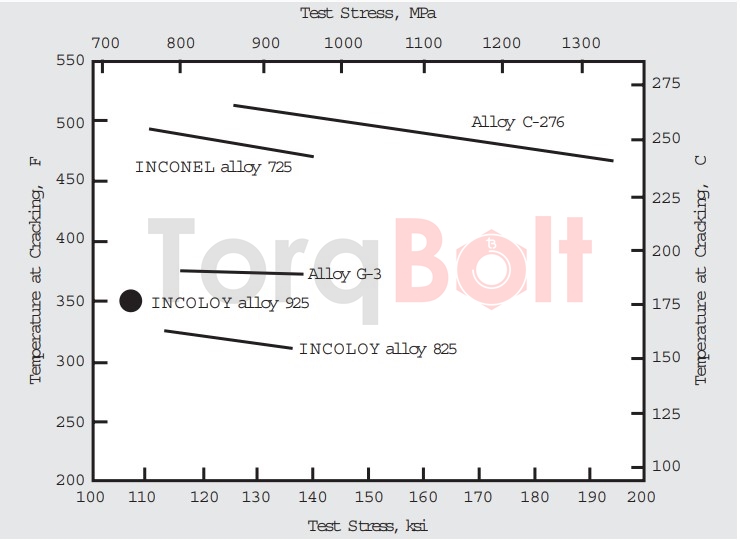
Results of autoclave C-ring tests in a solution of distilled water containing 25% sodium chloride, 0.5% acetic acid and 1 g/l sulfur with pressure of 120 psi (827 kPa) hydrogen sulfide. Test stresses were 100% of yield strength (0.2% offset).
INCOLOY alloy 925 has a high level of corrosion resistance. In both reducing and oxidizing environments, the alloy resists general corrosion, pitting, crevice corrosion, intergranular corrosion and stress-corrosion cracking. Some environments in which INCOLOY alloy 925 is particularly useful are “sour” (H2S containing) crude oil and natural gas, sulfuric acid, phosphoric acid, and seawater.
C-Ring Tests in NACE Solutiona
| Alloy | Material Condition | Simulated Wel Age | Yield Strength (0.2% Offset) | Hardness | Duration | Sulfide Stress Cracking | |
|---|---|---|---|---|---|---|---|
| ksi | MPa | Rockwell C | Days | ||||
| INCONEL alloy 625 | Cold Worked | None | 125 | 862 | 30.5 | 42 | No |
| Cold Worked | None | 160 | 1103 | 37.5 | 10 | Yes | |
| Cold Worked | None | 176 | 1214 | 41 | 6 | Yes | |
| INCONEL alloy 718 | Age Hardened | None | 120 | 827 | 30 | 42 | No |
| Age Hardened | None | 130 | 896 | 37 | 42 | No | |
| Age Hardened | None | 134 | 924 | 38.5 | 42 | No | |
| Age Hardened | None | 139 | 958 | 38 | 42 | No | |
| Age Hardened | None | 156 | 1076 | 41 | 60 | No | |
| INCONEL alloy 725 | Cold Worked | None | 90 | 621 | 25 | 30 | No |
| Age Hardened | None | 117.6 | 811 | 37 | 30 | No | |
| Age Hardened | None | 128.6 | 887 | 40 | 30 | No | |
| Age Hardened | 600 F (315 C)/1000 h | 130.8 | 902 | 41.5 | 30 | No | |
| Age Hardened | None | 132.9 | 916 | 36 | 42 | No | |
| Age Hardened | None | 133 | 917 | 39 | 30 | No | |
| CW & Aged | None | 137.8 | 950 | 39 | 42 | No | |
| INCOLOY alloy 825 | Cold Worked | None | 138 | 952 | 30 | 42 | No |
| Cold Worked | None | 147 | 1014 | 33 | 42 | No | |
| INCOLOY alloy 925 | Age Hardened | None | 114 | 786 | 38 | 42 | No |
| Cold Worked | None | 139 | 958 | 35.5 | 42 | No | |
| CW & Aged | None | 176 | 1214 | 43.5 | 42 | No | |
| CW & Aged | None | 186 | 1282 | 46 | 42 | No | |
| Age Hardened | 500 F (260 C)/500 h | 113.5 | 783 | 38 | 42 | No | |
| Cold Worked | 500 F (260 C)/500 h | 139.5 | 962 | 35.5 | 42 | No | |
| CW & Aged | 500 F (260 C)/500 h | 176 | 1214 | 43.5 | 42 | No | |
| CW & Aged | 500 F (260 C)/500 h | 180 | 1214 | 44 | 42 | No | |
| CW & Aged | 500 F (260 C)/500 h | 185.5 | 1279 | 46 | 42 | No | |
| Alloy G-3 | Cold Worked | 600 F (315 C)/1000 h | 119.4 | 823 | 26 | 43 | No |
| Cold Worked | 600 F (315 C)/1000 h | 132.3 | 912 | 30 | 43 | No | |
| Cold Worked | 600 F (315 C)/1000 h | 135.3 | 933 | 31 | 43 | No | |
| Cold Worked | 600 F (315 C)/1000 h | 136.9 | 944 | - | 30 | No, No b | |
| Cold Worked | 600 F (315 C)/1000 h | 137.7 | 949 | - | 30 | No, No b | |
| Cold Worked | 600 F (315 C)/1000 h | 181.7 | 1253 | - | 30 | No, Yes b | |
| Alloy C-276 | Cold Worked | 600 F (315 C)/1000 h | 126.6 | 873 | 32 | 43 | No |
| Cold Worked | 600 F (315 C)/1000 h | 155.1 | 1069 | 38 | 43 | No | |
| Cold Worked | 600 F (315 C)/1000 h | 166.8 | 1150 | 35 | 43 | No | |
| Cold Worked | 600 F (315 C)/1000 h | 188.7 | 1301 | 43 | 43 | No | |
|
|||||||
Stress-Corrosion-Cracking Testsa in High-Temperature Sour Environments
| Alloy | Material Condition | Yield Strength (0.2% offset) | Hardness | Test Media b | Duration | Stress Corrosion Cracking | ||
|---|---|---|---|---|---|---|---|---|
| ksi | MPa | Rockwell C | Days | |||||
| INCONEL alloy 625 | Cold Worked | 128 | 883 | 37 | A | 15 | No | |
| Cold Worked | 177.1 | 1221 | 41 | A | 15 | No | ||
| Cold Worked | 128 | 883 | 37 | B | 15 | No | ||
| Cold Worked | 177.1 | 1221 | 41 | B | 15 | No | ||
| Cold Worked | 125 | 862 | 30.5 | C | 42 | No | ||
| Cold Worked | 160 | 1103 | 37.5 | C | 42 | No | ||
| Cold Worked | 176 | 1214 | 41 | C | 42 | No | ||
| INCONEL alloy 718 | Age Hardened | 120 | 827 | 30 | C | 42 | No | |
| Age Hardened | 134 | 924 | 38.5 | C | 42 | No | ||
| Cold Worked | 197 | 1358 | 37.5 | C | 20 | Yes | ||
| INCOLOY alloy 825 | Cold Worked | 131 | 903 | 30 | A | 15 | Yes | |
| Cold Worked | 138 | 952 | 30 | C | 42 | No | ||
| Cold Worked | 147 | 1014 | 33 | C | 42 | No | ||
| INCOLOY alloy 925 | CW & Aged | 166 | 1145 | 40.5 | A | 15 | Yes | |
| Age Hardened | 113.5 | 783 | 38 | B | 15 | Yes | ||
| CW & Aged | 185.5 | 1279 | 46 | B | 15 | Yes | ||
| Age Hardened | 114 | 786 | 38 | C | 42 | No | ||
| Cold Worked | 139 | 958 | 35.5 | C | 42 | No | ||
| CW & Aged | 176 | 1214 | 43.5 | C | 42 | No | ||
| CW & Aged | 185.5 | 1279 | 46 | C | 42 | No | ||
| Alloy G-3 | Cold Worked | 133.5 | 920 | 33 | D | 60 | No | |
| Cold Worked | 133.5 | 920 | 33 | D | 120 | No | ||
| Cold Worked | 137.5 | 948 | 30 | D | 90 | Yes | ||
| Cold Worked | 137.5 | 948 | 30 | D | 120 | No | ||
| Cold Worked | 183.3 | 1264 | 38 | D | 120 | No | ||
| Cold Worked | 133.5 | 920 | 33 | E | 60 | No | ||
| Cold Worked | 133.5 | 920 | 33 | E | 120 | No | ||
| Cold Worked | 137.5 | 948 | 30 | E | 120 | No | ||
| Cold Worked | 183.3 | 1264 | 38 | E | 120 | No | ||
| Alloy C-276 | Cold Worked | 194.7 | 1342 | 43.5 | A | 15 | No | |
| Cold Worked | 194.7 | 1342 | 43.5 | B | 15 | No | ||
|
||||||||
Corrosion Testsa of INCOLOY alloy 925 in Free-Sulfur Environments
| Alloy | Test Media b | Corrosion Rate | |
|---|---|---|---|
| mpy | mm/a | ||
| Alloy C-276 | A | 0.2 | 0.005 |
| B | 0.1 | 0.003 | |
| INCONEL alloy 625 | A | 0.7 | 0.018 |
| B | 0.2 | 0.005 | |
| INCOLOY alloy 925 | A | 1.1 | 0.028 |
| B | 1.2 | 0.03 | |
| INCOLOY alloy 825 | A | 1.1 | 0.028 |
| B | 1.6 | 0.041 | |
| AISI Type 316 | A | 3.9 | 0.099 |
| B | 4.5 | 0.114 | |
|
|||
Corrosion rates for INCOLOY alloy 925 solution-annealed and aged 0.125 in sheet, evaluated in acid environments for varied exposure time and temperatures as per MTI Manual No.3 procedures
| Environment | Temperature | Corrosion Rate | ||
|---|---|---|---|---|
| 0-192 h | ||||
| C | F | mpy | mm/a | |
| 0.2% HCl | Boiling | Boiling | <0.1 | <0.01 |
| 1% HCl | 70 | 158 | 11 | 0.28 |
| 10% H2SO4 | 70 | 128 | 2 | 0.05 |
| 85% H2PO4 | Boiling | Boiling | 47 | 1.19 |
| 90 | 194 | <1 | <0.03 | |
| 80% CH3CO2H | Boiling | Boiling | <0.1 | <0.01 |
Weld Impact Properties at Room Temperature for INCOLOY alloy 925, Welded with INCO-WELD Filler Metal 725NDUR
| Heat Treat Condition | Welding Process | Charpy V-Notch Impact Strength Average | Charpy V-Notch Impact Strength Exposed at 1000 F (538 C) for 1000 h | |||
|---|---|---|---|---|---|---|
| Pre-Weld | Post-Weld | ft/lbf | J | ft/lbf | J | |
| Anneal | Age | GTAW | 19 | 26 | 16.5 | 22 |
| Anneal | Anneal+ Age | GTAW | 42 | 57 | 37.5 | 51 |
| Age | Age | GTAW | 19 | 26 | 11.5 | 16 |
| Anneal | Age | GMAW | 20 | 27 | 15 | 20 |
| Anneal | Anneal + Age | GMAW | 35 | 47 | 28.5 | 39 |
| Age | Age | GMAW | 20 | 27 | 15 | 20 |
|
||||||
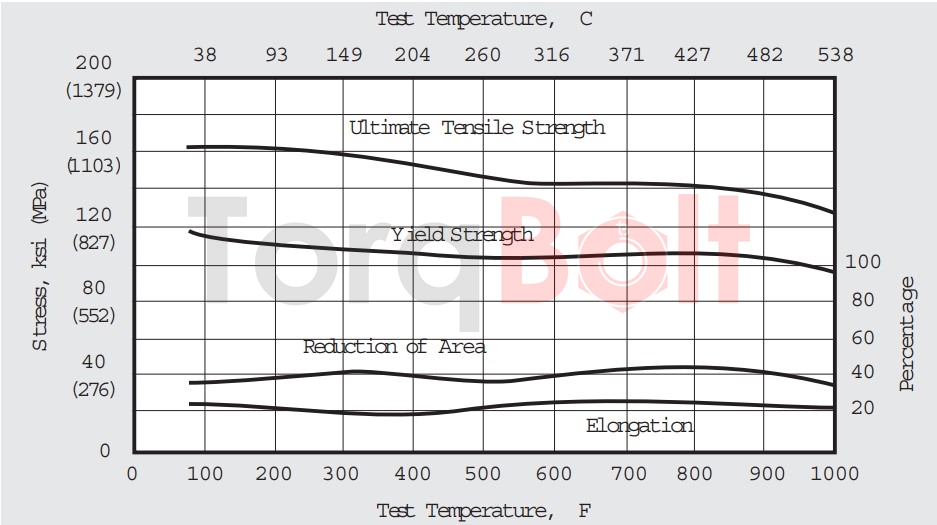
Figure 7. INCOLOY alloy 925 GTA weld data. Pre-weld treatment: anneal. Post-weld treatment: anneal plus age.
Note: Anneal = 1900 F (1040 C)/1 h/AC. Age = 1365 F (740 C)/6-9 h/FC to 1150 F (621 C) -15 F (8 C) for a total aging time of 18 h.
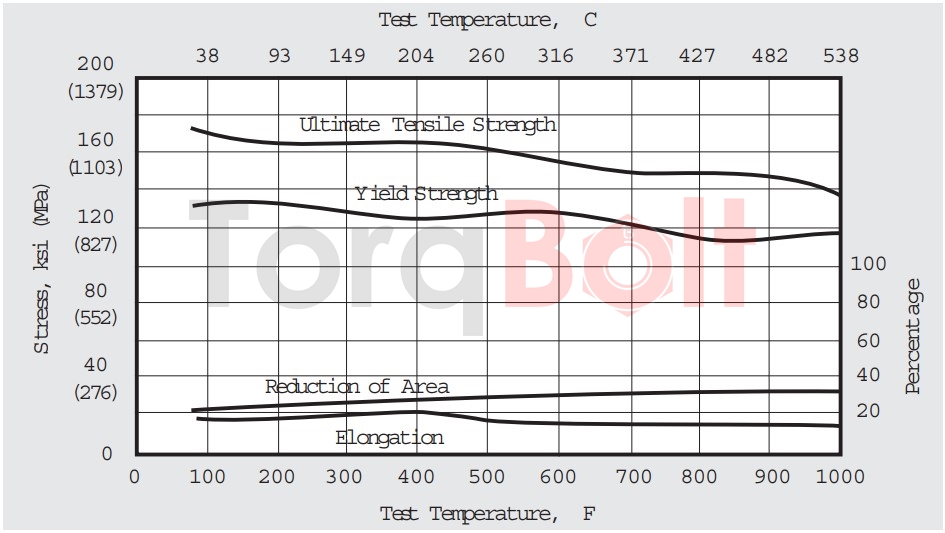
Figure 8. INCOLOY alloy 925 GTA weld data. Pre-weld treatment: anneal. Post-weld treatment: age.
Note: Anneal = 1900°F (1040°C)/1 h/AC. Age = 1365°F (740°C)/6-9 h/FC to 1150°F (621°C) ±15°F (8°C) for a total aging time of 18 h.
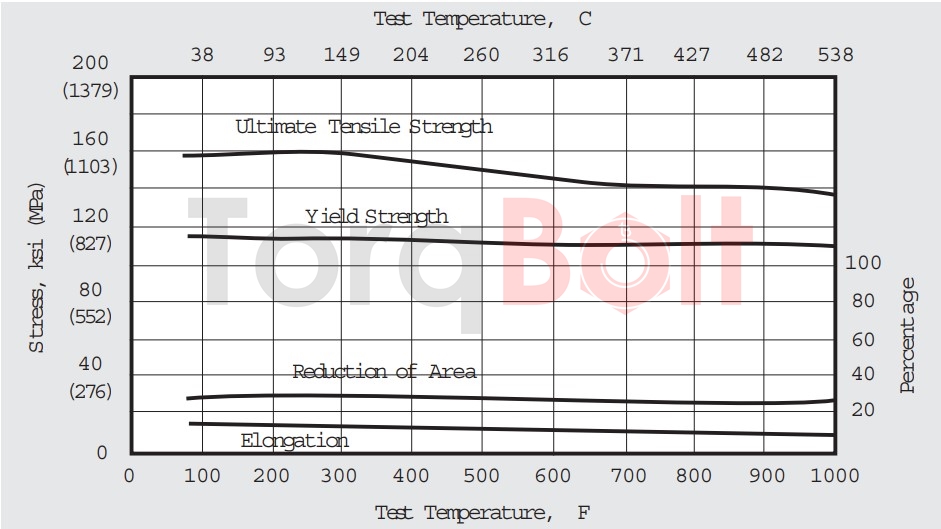
Figure 9. INCOLOY alloy 925 GTA weld data. Pre-weld treatment: age. Post-weld treatment: age.
Note: Anneal = 1900 F (1040 C)/1 h/AC. Age = 1365 F (740 C)/6-9 h/FC to 1150 F (621 C) -15 F (8 C) for a total aging time of 18 h.
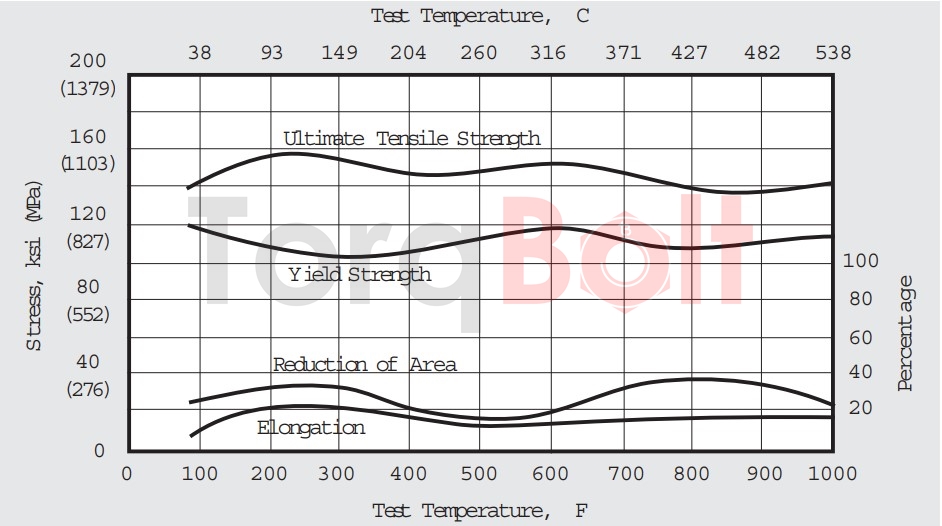
Figure 10. INCOLOY alloy 925 GMA weld data. Pre-weld treatment: anneal. Post-weld treatment: anneal plus age.
Note: Anneal = 1900 F (1040 C)/1 h/AC. Age = 1365 F (740 C)/6-9 h/FC to 1150 F (621 C) -15 F (8 C) for a total aging time of 18 h.
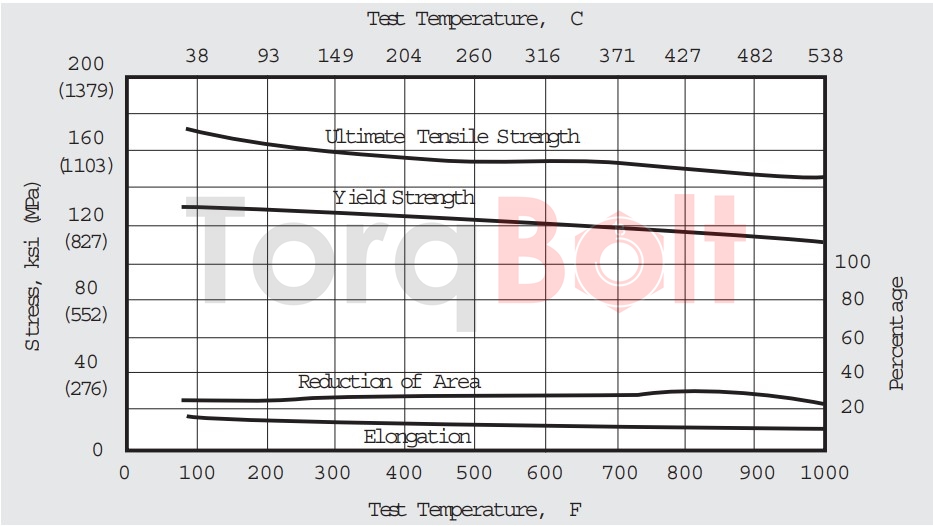
Figure 11. INCOLOY alloy 925 GMA weld data. Pre-weld treatment: anneal. Post-weld treatment: age.
Note: Anneal = 1900 F (1040 C)/1 h/AC. Age = 1365 F (740 C)/6-9 h/FC to 1150 F (621 C) -15 F (8 C) for a total aging time of 18 h.
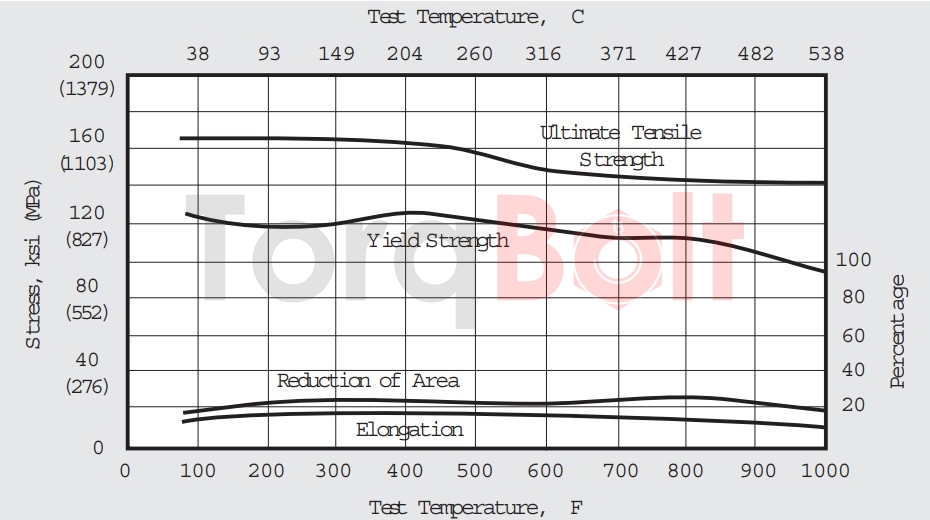
Figure 12. INCOLOY alloy 925 GMA weld data. Pre-weld treatment: age. Post-weld treatment: age.
Note: Anneal = 1900 F (1040 C)/1 h/AC. Age = 1365 F (740 C)/6-9 h/FC to 1150 F (621 C) -15 F (8 C) for a total aging time of 18 h.
Machining data for INCOLOY alloy 925 Tool Material
| Annealed | Aged | ||
|---|---|---|---|
| App. hardness range (Rockwell) | 80Rb | 40Rc | |
| Depth of cut | in | 0.25 | 0.05 |
| mm | 6.4 | 1.3 | |
| High speed steel | |||
| Surface speed | ft/min | 40-50 | 15-20 |
| m/min | 12-15 | 4-6 | |
| Feed | in/rev | 0.03 | 0.008 |
| mm/rev | 0.8 | 0.2 | |
| Tool material | T-5 | M-36 | |
| Carbide | |||
| Surface speed - Brazed tool | ft/min | 175-225 | 40-50 |
| m/min | 53-69 | 12-15 | |
| Surface speed - Throw away | ft/min | 200/250 | 50/100 |
| m/min | 61-76 | 15-30 | |
| Feed | in/rev | 0.02 | 0.008 |
| mm/rev | 0.5 | 0.2 | |
| Tool material | C-6 | C-2 | |
|
|||